Description
Sokos-4-2 L 3000BPH Automatic Plastic Blowing Machine
Product Description
| Sokos-4-2 L | |||
| No. | ITEM | Sokos-4-2 L | UNIT |
| 1 | Number of cavity | 4 | cavity |
| 2 | Theoretical output | 3000-3500 | pcs/hour |
| 3 | Max.container volum | 2 | L |
| 4 | Max.neck diameter | 45 | mm |
| 5 | Max.container diameter | 115 | mm |
| 6 | Max.container high | 330 | mm |
| 7 | Mould thickness | 210 | mm |
| 8 | Mould stroke | 130 | mm |
| 9 | Stretching stroke | 120 | mm |
| 10 | Power of main blower | 44 | kw |
| 11 | Actual power consumption | 25-30 kw | kw |
| 12 | Working pressure | 0.8 | Mpa |
| 13 | Blowing pressure | ≤3.5 | Mpa |
| 14 | Measurement of main blower | 4700x2150x2100 | mm |
| 15 | Measurement of elvator | 1960x1460x2550 | mm |
| 16 | weight of main blower | 5000 | kgs |
Understanding the Blow Molding Process for Plastic Bottles
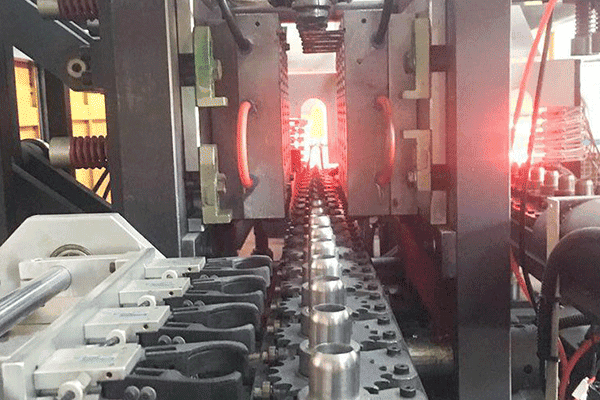
Stage 1: Preheating – Getting the Plastic Ready
Infrared lamps heat the body of plastic preforms until pliable.
Critical detail: The bottle neck stays cool using dedicated chillers to maintain its exact shape.
Why it matters: Consistent heating prevents defects later.
Stage 2: The Big Blow – Forming the Bottle
Hot preforms move into molds.
High-pressure air inflates them, stretching the plastic thin against the mold walls.
The automation advantage: Modern automatic plastic blowing machine combine heating and blowing stages using robotic arms.
Blow Molding Machine Process Flow
The blow molding process involves biaxial stretching. During this stage, PET polymer chains orient and align in two directions.
While stretching is crucial for strength, it must be carefully controlled. Key ratios are:
-
Radial Blow-up Ratio: Optimal range: 3.5–4.2
-
Axial Stretch Ratio: Optimal range: 2.8–3.1
Preform wall thickness should generally not exceed 4.5mm.
Blowing occurs between the PET’s glass transition temperature (Tg) and its crystallization temperature, typically controlled within 90–120°C. Within this range, PET exhibits a rubbery state, allowing it to be rapidly inflated and then cooled into a transparent bottle. In single-stage systems (like the Aoki machine), this temperature is determined by the cooling time during preform injection molding, requiring precise coordination between injection and blowing stages.
The core blowing sequence involves three rapid, synchronized actions:
-
Stretching
-
Pre-blow (Initial Blow)
-
Final Blow
The first two steps are critical for achieving optimal material distribution and overall bottle quality. Precise adjustment of the following parameters is essential:
-
Stretch rod start timing
-
Stretch rod speed
-
Pre-blow start/end timing
-
Pre-blow air pressure
-
Pre-blow air volume
Where possible, controlling the overall preform temperature profile and the temperature gradient between its inner and outer walls further enhances results.
Rapid blowing and cooling induce internal stresses within the bottle wall. However, for hot-fill bottles, stress relaxation must occur above the glass transition temperature (Tg) before filling. Sokos modern automatic plastic blowing machine provide sophisticated controls to manage these critical process variables.
Why Choose Us
Direct Manufacturer: With over 10 years of experience in developing and manufacturing beverage and liquid food filling machines. Our plant spans 4000m², and we have independent property rights.
Professional Export Team: We offer stable product quality, fast delivery, and clear communication, ensuring smooth international transactions.
Custom Manufacturing: Our skilled technical team can design machines in various sizes and configurations to meet your unique specifications.
Strict Quality Control: We never ship equipment without customer approval. Every machine undergoes 24-hour testing before shipping, and we ensure quality is controlled at every production stage.
12-Month Warranty: All our equipment comes with a 12-month warranty, and we provide lifetime technical support for all products.
Fast Spare Parts Availability: We supply spare parts quickly and at cost price, minimizing downtime and ensuring operational continuity.